მრავალი მოთხოვნის შემდეგ მე ახლა ვამატებ მაგნაბენდის უცენტრო საკინძების დეტალურ ნახატებს ამ ვებსაიტზე.
თუმცა, გთხოვთ გაითვალისწინოთ, რომ ეს ანჯები ძალიან რთულია ერთჯერადი მანქანისთვის.
სამაგრის ძირითადი ნაწილები საჭიროებს ზუსტ ჩამოსხმას (მაგალითად, ინვესტიციის პროცესით) ან დამუშავებას NC მეთოდებით.
ჰობისტები, ალბათ, არ უნდა ეცადონ ამ საკინძების დამზადებას.
თუმცა მწარმოებლებს შეუძლიათ ეს ნახატები ძალიან სასარგებლო აღმოჩნდნენ.
(სამაგრის უფრო ადვილი წარმოებისთვის რეკომენდებულია ახლახან განვითარებული HEMI-HINGE. იხილეთ სრული აღწერა და ნახაზები აქ).
Magnabend CENTRELESS COMPOUND HINGE გამოიგონა ბატონმა ჯეფ ფენტონმა და ის დაპატენტებულია ბევრ ქვეყანაში.(პატენტს ვადა გაუვიდა).
ამ საკინძების დიზაინი საშუალებას იძლევა Magnabend მანქანა იყოს სრულიად ღია.
მოხრილი სხივი ბრუნავს ვირტუალური ღერძის გარშემო, როგორც წესი, აპარატის სამუშაო ზედაპირის ოდნავ ზემოთ და სხივს შეუძლია ბრუნვა სრული 180 გრადუსით.
ქვემოთ მოყვანილ ნახატებსა და სურათებში ნაჩვენებია მხოლოდ ერთი საკინძები.თუმცა, საკინძების ღერძის დასადგენად უნდა დამონტაჟდეს არანაკლებ 2 სამაგრი.
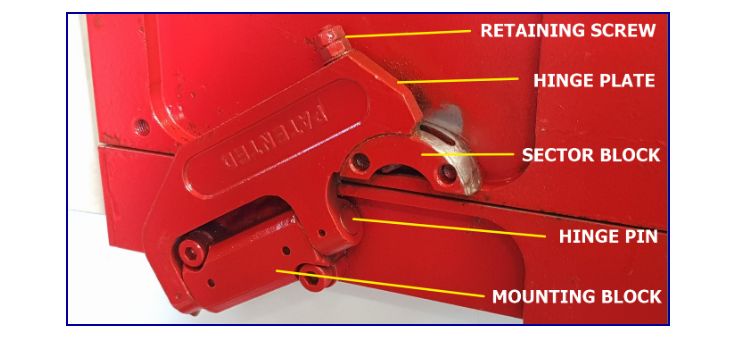
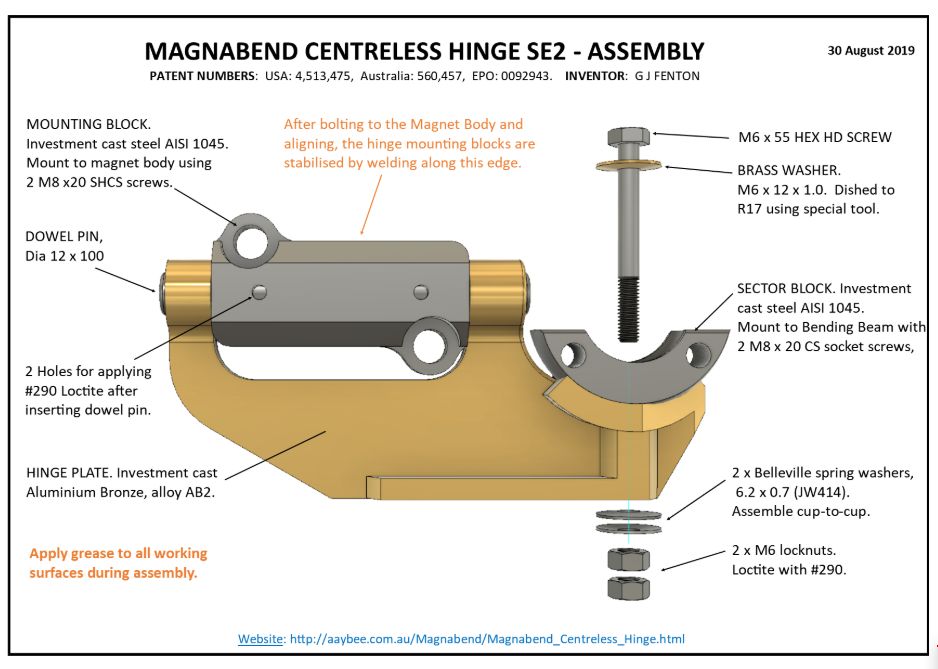
საკინძების აწყობა და ნაწილების იდენტიფიკაცია (დახრილი სხივი 180 გრადუსზე):
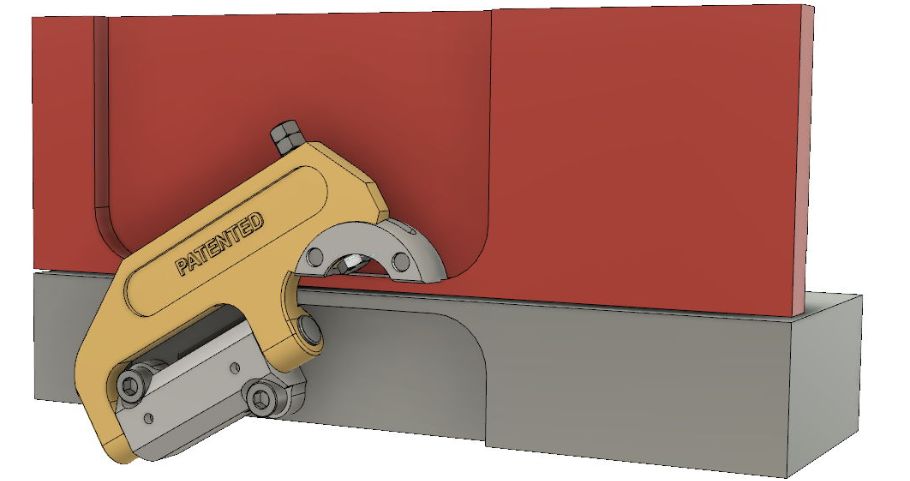
ანჯახი მოსახვევი სხივით დაახლოებით 90 გრადუსიან მდგომარეობაში:

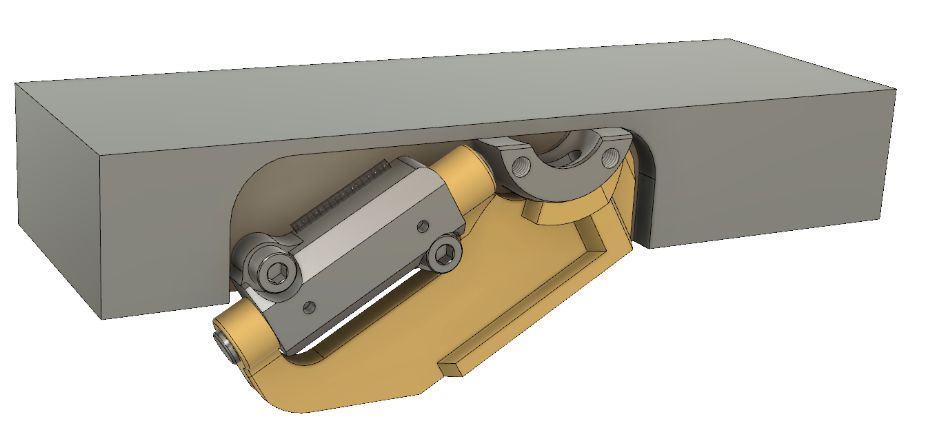
დამონტაჟებული საკინძების ასამბლეა -3DM მოდელები:
ქვემოთ მოცემული დიაგრამა აღებულია სამაგრის 3-D მოდელიდან.
შემდეგ "STEP" ფაილზე დაწკაპუნებით: Mounted Hinge Model.step თქვენ შეძლებთ ნახოთ 3D მოდელი.
(შემდეგი აპები გახსნის .step ფაილებს: AutoCAD, Solidworks, Fusion360, IronCAD ან ამ აპების "მაყურებელში").
3D მოდელის გახსნის შემთხვევაში შეგიძლიათ შეხედოთ ნაწილებს ნებისმიერი კუთხიდან, გაადიდოთ დეტალების სანახავად, ან ზოგიერთი ნაწილის გაქრობა, რათა სხვა ნაწილები უფრო ნათლად დაინახოთ.თქვენ ასევე შეგიძლიათ გააკეთოთ გაზომვები ნებისმიერ ნაწილზე.
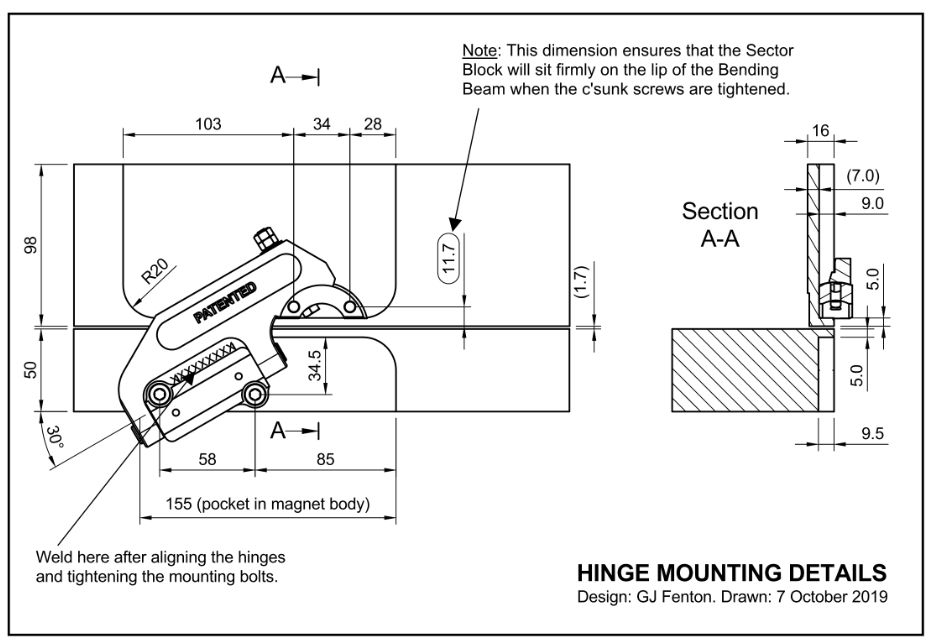
საკინძების ასამბლეის დამონტაჟების ზომები:
ანჯის შეკრება:
დააწკაპუნეთ ნახატზე გაფართოებული ხედისთვის.დააწკაპუნეთ აქ pdf ფაილისთვის: Hinge Assembly.PDF
დეტალური ნახაზები:
ქვემოთ მოყვანილი 3D მოდელის ფაილები (STEP ფაილები) შეიძლება გამოყენებულ იქნას 3D ბეჭდვისთვის ან კომპიუტერის დახმარებით წარმოებისთვის (CAM).
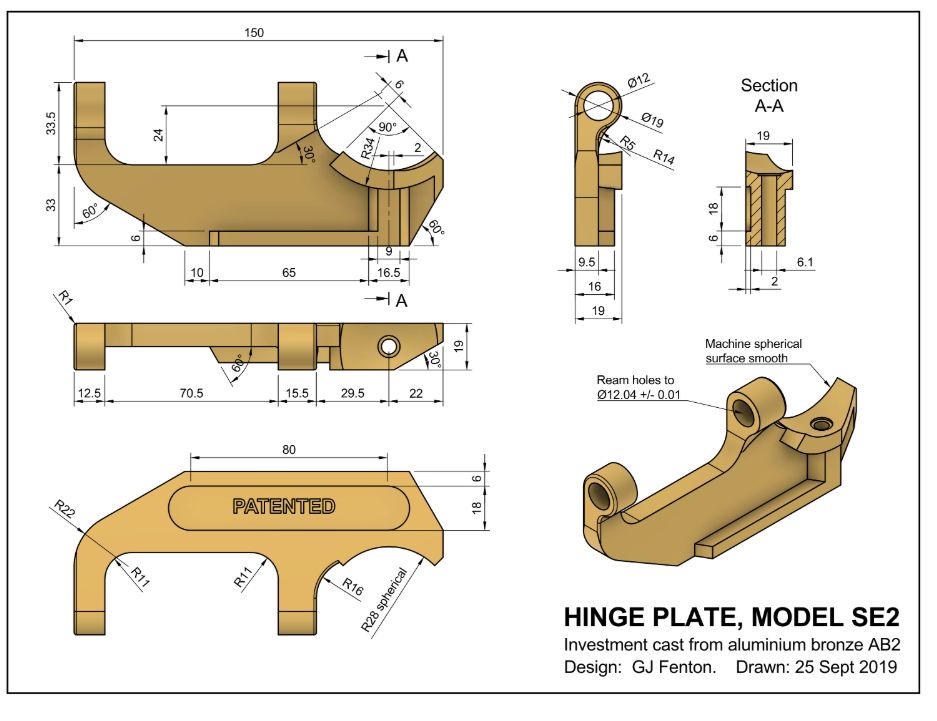
1. ანჯის ფირფიტა:
დააწკაპუნეთ ნახატზე გაფართოებული ხედისთვის.დააწკაპუნეთ აქ pdf ფაილისთვის: Hinge Plate.PDF.3D მოდელი: Hinge Plate.step
2. სამონტაჟო ბლოკი:
დააჭირეთ ნახატს გასადიდებლად.დააწკაპუნეთ აქ pdf ფაილისთვის: Mounting_Block-welded.PDF, 3D მოდელი: MountingBlock.step
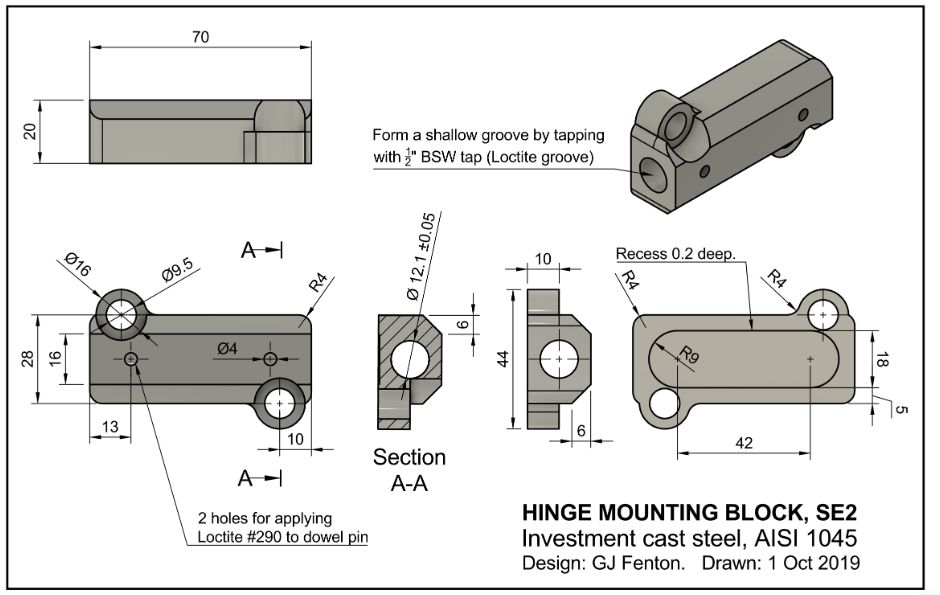
სამონტაჟო ბლოკის მასალაა AISI-1045.ეს მაღალი ნახშირბადოვანი ფოლადი არჩეულია მისი მაღალი სიმტკიცისა და საკინძების ხვრელის გარშემო რხევისადმი გამძლეობისთვის.
გთხოვთ, გაითვალისწინოთ, რომ ეს საკინძების სამონტაჟო ბლოკი შექმნილია სტაბილიზირებისთვის მაგნიტის სხეულზე შედუღების გზით საბოლოო გასწორების შემდეგ.
ასევე გაითვალისწინეთ არაღრმა ძაფის სპეციფიკაცია სამაგრის ქინძისთავის ხვრელში.ეს ძაფი უზრუნველყოფს არხს ფითილისთვის Loctite-ისთვის, რომელიც გამოიყენება საკინძების შეკრების დროს.(სამაგრი ქინძისთავები ამუშავებენ ძლიერ ტენდენციას, თუ ისინი კარგად არ არის ჩაკეტილი).
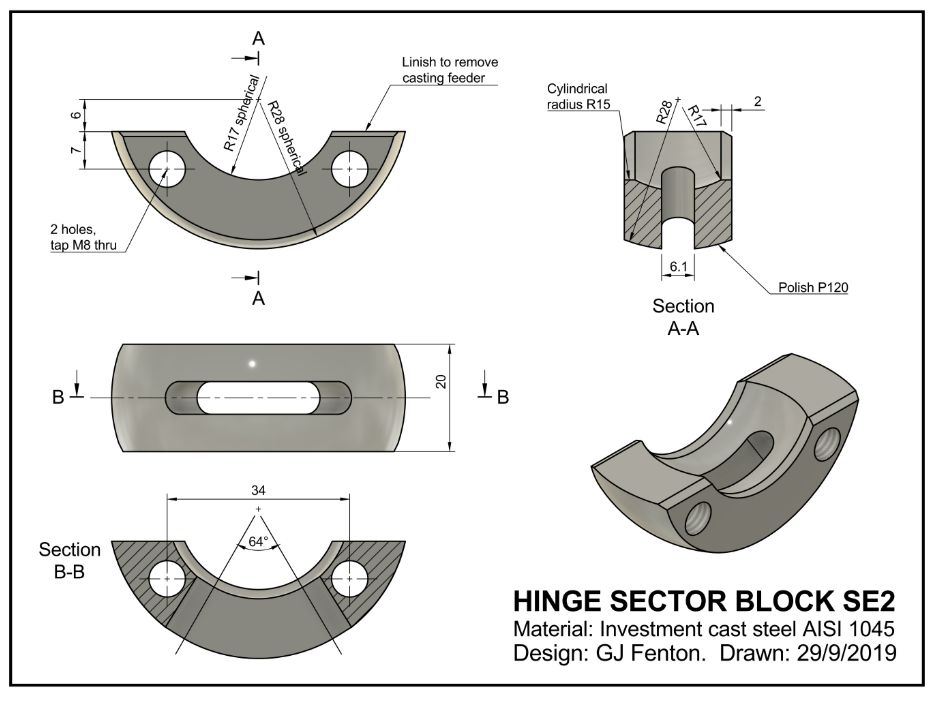
3. სექტორის ბლოკი:
დააწკაპუნეთ ნახატზე გაფართოებული ხედისთვის.დააწკაპუნეთ აქ pdf ფაილისთვის: Sector Block.PDF, 3D Cad ფაილი: SectorBlock.step
4. საკინძები:
გამაგრებული და დაფქული ზუსტი ფოლადის სამაგრი.

ბოლტ-ON HINGES
ნახატებსა და მოდელებში ზემოთ, საკინძები მიბმულია მოსახვევ სხივზე (სექტორის ბლოკის ხრახნების მეშვეობით), მაგრამ მაგნიტის სხეულზე მიმაგრება ეყრდნობა ჭანჭიკებს და შედუღებას.
საკინძების შეკრება უფრო მოსახერხებელი იქნება წარმოებისთვის და დამონტაჟებისთვის, თუ შედუღება არ იყო საჭირო.
საკინძების შემუშავებისას ჩვენ აღმოვაჩინეთ, რომ მხოლოდ ჭანჭიკებით ვერ მივიღებთ საკმარის ხახუნს, რათა გარანტირებულიყო, რომ სამონტაჟო ბლოკი არ სრიალდება მაღალი ლოკალიზებული დატვირთვების გამოყენებისას.
შენიშვნა: ჭანჭიკები თავად არ აფერხებენ სამონტაჟო ბლოკის ცურვას, რადგან ჭანჭიკები დიდი ზომის ნახვრეტებშია.ხვრელების გასუფთავება აუცილებელია პოზიციების კორექტირებისა და მცირე უზუსტობების უზრუნველსაყოფად.
თუმცა, ჩვენ მივაწოდეთ სრულად დამაგრებული ჰინგები მაგნაბენდის სპეციალიზებული მანქანების მთელი რიგისთვის, რომლებიც განკუთვნილი იყო საწარმოო ხაზებისთვის.
ამ მანქანებისთვის საკინძების დატვირთვა იყო ზომიერი და კარგად განსაზღვრული და, შესაბამისად, ჭანჭიკებიანი ანჯები კარგად მუშაობდა.
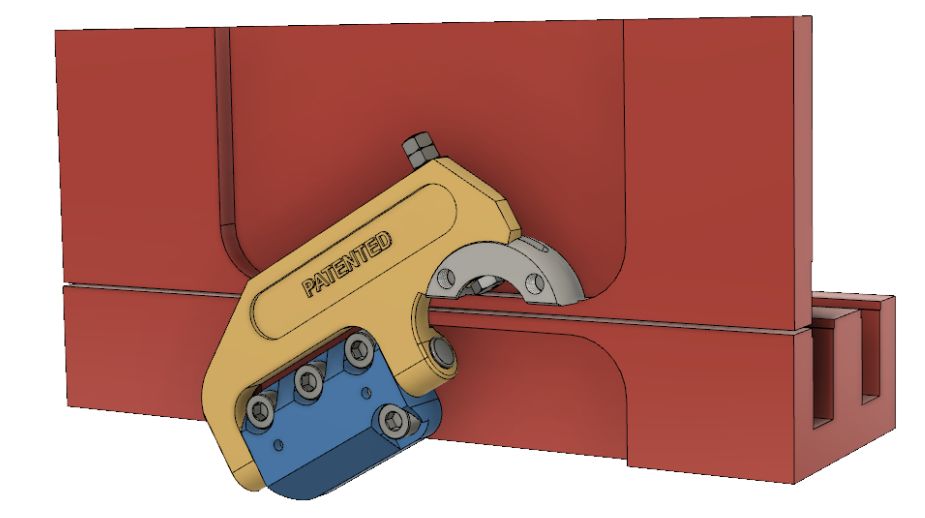
ქვემოთ მოცემულ დიაგრამაზე სამონტაჟო ბლოკი (ლურჯი ფერი) შექმნილია ოთხი M8 ჭანჭიკის მისაღებად (და არა ორი M8 ჭანჭიკი პლუს შედუღება).
ეს იყო დიზაინი გამოყენებული საწარმოო ხაზის Magnabend მანქანებისთვის.
(ჩვენ დავამზადეთ დაახლოებით 400 სხვადასხვა სიგრძის სპეციალიზებული მანქანა, ძირითადად 1990-იან წლებში).
გთხოვთ, გაითვალისწინოთ, რომ ზედა ორი M8 ჭანჭიკი ეშვება მაგნიტის კორპუსის წინა ბოძზე, რომელიც მხოლოდ 7,5 მმ სისქით არის საკინძების ჯიბის ქვეშ.
ამრიგად, ეს ხრახნები არ უნდა აღემატებოდეს 16 მმ სიგრძეს (9 მმ სამონტაჟო ბლოკში და 7 მმ მაგნიტის კორპუსში).
თუ ხრახნები უფრო გრძელი იქნებოდა, ისინი დაეჯახებოდნენ მაგნაბენდის ხვეულს და თუ ისინი უფრო მოკლე იყო, მაშინ იქნებოდა არაადეკვატური ძაფის სიგრძე, რაც ნიშნავს, რომ ძაფები შეიძლება გაიძროდეს, როდესაც ხრახნები მობრუნდება მათ რეკომენდებულ დაძაბულობამდე (39 ნმ).
სამონტაჟო ბლოკი M10 ჭანჭიკებისთვის:
ჩვენ ჩავატარეთ ტესტირება, სადაც სამონტაჟო ბლოკის ხვრელები გაფართოვდა M10 ჭანჭიკების მისაღებად.ამ უფრო დიდი ჭანჭიკების მობრუნება შესაძლებელია უფრო მაღალ დაძაბულობამდე (77 ნმ) და ამან ერთად Loctite #680 სამონტაჟო ბლოკის ქვეშ, გამოიწვია საკმარისზე მეტი ხახუნი, რათა თავიდან აიცილოს სამონტაჟო ბლოკის ცურვა სტანდარტული Magnabend მანქანისთვის (შეფასებული მოსახვევად). 1.6 მმ-მდე ფოლადი).
თუმცა ამ დიზაინს გარკვეული დახვეწა და მეტი ტესტირება სჭირდება.
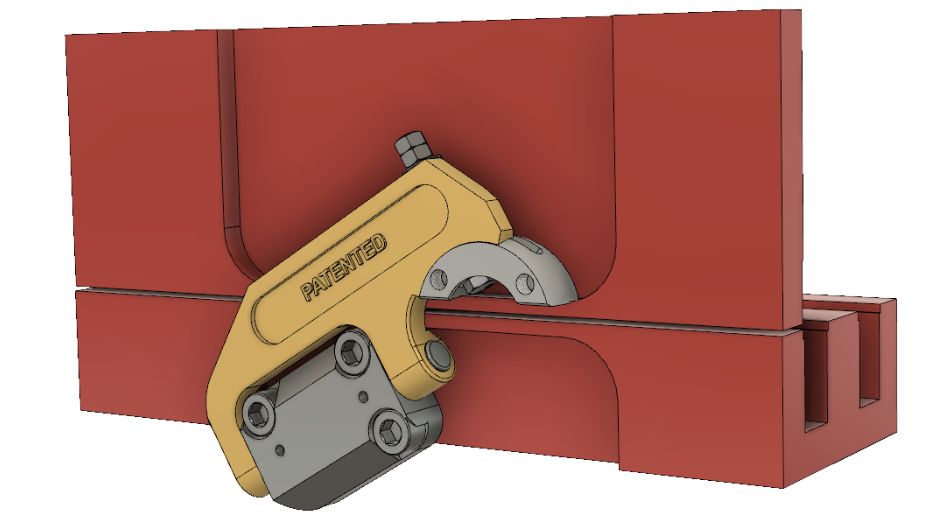
ქვემოთ მოყვანილი დიაგრამა გვიჩვენებს მაგნიტის სხეულზე დამაგრებულ საკინძს 3 x M10 ჭანჭიკებით:
თუ რომელიმე მწარმოებელს სურს მეტი დეტალი მთლიანად ჭანჭიკიანი ანჯის შესახებ, გთხოვთ დამიკავშირდეთ.
გამოქვეყნების დრო: ოქტ-12-2022