სლოტირებული დამჭერი
მაგნაბენდის სლოტიანი სამაგრი
ჩაჭრილი სამაგრი ერთ-ერთია იმ რამდენიმე ინოვაციიდან, რომელიც შეიქმნა მაგნაბენდის ლითონის დასაკეცი მანქანისთვის.
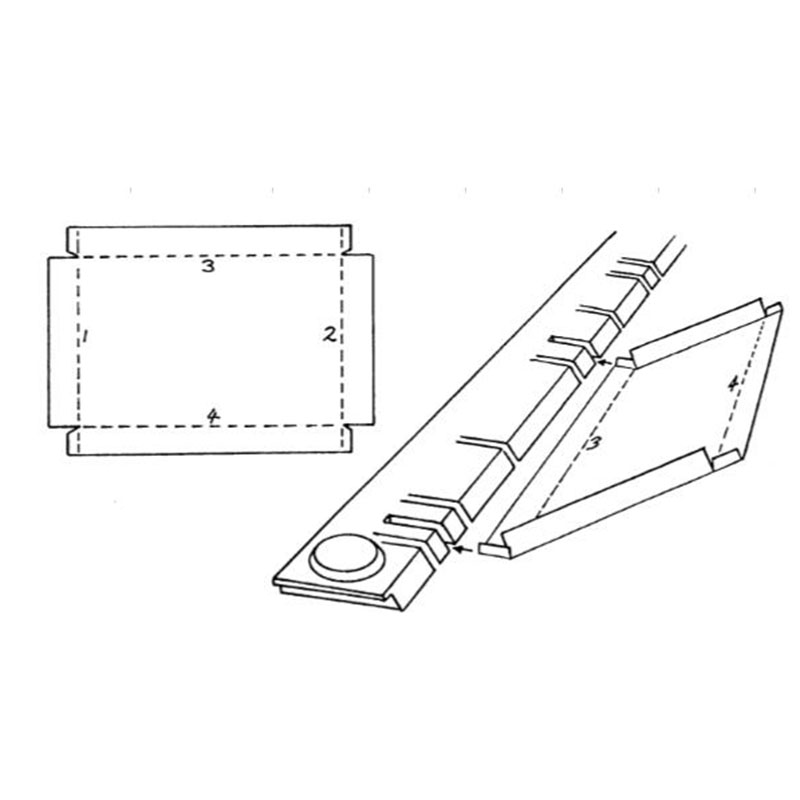
იგი ითვალისწინებს არაღრმა ყუთების და უჯრების მოხრას რეგულირებადი „თითების“ გარეშე.
სექციები ამ სამაგრის ჭრილებს შორის არის ჩვეულებრივი პან-ბრეიკის აპარატის რეგულირებადი თითების ეკვივალენტი, მაგრამ Magnabend-ის სამაგრით მათ არასოდეს სჭირდებათ კორექტირება, რადგან დიზაინი ითვალისწინებს ყველა ზომას!
ეს ინოვაცია მოჰყვა შემდეგ დაკვირვებებს:
პირველ რიგში, დაფიქსირდა, რომ არ არის აუცილებელი უწყვეტი მოხრილი კიდეების არსებობა, რადგან მოსახვევები გადის თითებს შორის დარჩენილ გონივრულ უფსკრულის გასწვრივ, მოსახვევზე შესამჩნევი ეფექტის გარეშე, იმ პირობით, რომ თითები კარგად არის გასწორებული და ისინი ყოველთვის კარგად არიან გასწორებული ჭრილზე. სამაგრი, რადგან მას აქვს დაფიქსირებული "თითები".
მეორეც, გაირკვა, რომ სლოტების ფრთხილად მოწყობით შესაძლებელია უსასრულოდ შეფასებული ზომის კომპლექტის უზრუნველყოფა სამაგრის თითქმის მთელ სიგრძემდე.
მესამე, აღინიშნა, რომ სლოტებისთვის ოპტიმალური პოზიციების პოვნა არ იყო ტრივიალური პრობლემა.
თუმცა ტრივიალურია, თუ სლოტების დიდი რაოდენობაა გათვალისწინებული.
მაგრამ საინტერესო პრობლემაა სლოტების მინიმალური რაოდენობის პოვნა, რომელიც ითვალისწინებს ყველა ზომას.
როგორც ჩანს, ამ პრობლემის ანალიტიკური გადაწყვეტა არ არსებობდა.ეს ფაქტი გარკვეულწილად საინტერესო აღმოჩნდა ტასმანიის უნივერსიტეტის მათემატიკოსებისთვის.
თუმცა პრობლემა გადაჭრეს მაგნიტური ინჟინერიის ინჟინრებმა (ძირითადად ბატონი ჯეფ ფენტონი), რომლებმაც შექმნეს კომპიუტერული პროგრამა, რომელმაც გამოიყენა "მონტე კარლოს მეთოდი" საუკეთესო სლოტის პოზიციების მოსაძებნად.ეს პროგრამა იყენებდა შემთხვევითი რიცხვების გენერატორს პოზიციების სიმრავლის გამოსაცნობად, რომელიც შემდეგ გამოიცდებოდა წინა საუკეთესო გამოცნობის წინააღმდეგ პოზიციების ნაკრებისთვის.ამრიგად, მილიონობით შესაძლებლობა შეიძლება გამოიცადოს.
ოპტიმიზებული სლოტის პოზიციები 4 Magnabend მოდელისთვის:
ქვემოთ მოცემულ ცხრილში ნაჩვენები პოზიციები იზომება სამაგრის მარცხენა ბოლოდან და მდებარეობს ჭრილების ცენტრში.
თითოეული სლოტი 8 მმ სიგანეა.
მოდელის აღნიშვნები გამოხატავს მოდელის ნომინალურ დახრის სიგრძეს.თითოეული მოდელის რეალური საერთო სიგრძე შემდეგია:
MODEL 650E: 670mm, MODEL 1000E: 1050mm, MODEL 1250E: 1300mm, MODEL 2000E: 2090mm.
სამაგრების მთლიანი სიგრძე თითოეულ ბოლოზე თითის სახელურების ჩათვლით: ზემოთ ჩამოთვლილ სიგრძეებს დაამატეთ 20 მმ.
სლოტების სიღრმის განზომილება არ არის ნაჩვენები ზემოთ ნახაზზე.ეს გარკვეულწილად არჩევითია, მაგრამ შემოთავაზებულია 40-დან 50 მმ-მდე სიღრმე.
| სლოტი No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 |
| მოდელი 650E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 265 | 345 | 475 | 535 | 555 | 575 | 595 | 615 | ||||||||||||||||
| მოდელი 1000E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 215 | 385 | 445 | 525 | 695 | 755 | 835 | 915 | 935 | 955 | 975 | 995 | ||||||||||||
| მოდელი 1250E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 215 | 345 | 465 | 505 | 675 | 755 | 905 | 985 | 1065 წ | 1125 წ | 1165 წ | 1185 წ | 1205 წ | 1225 წ | 1245 წ | |||||||||
| მოდელი 2000E | 55 | 75 | 95 | 115 | 135 | 155 | 175 | 265 | 435 | 455 | 555 | 625 | 705 | 795 | 945 | 1035 წ | 1195 წ | 1225 წ | 1245 წ | 1295 წ | 1445 წ | 1535 წ | 1665 წ | 1695 წ | 1765 წ | 1795 წ | 1845 წ | 1955 წ | 1985 წ | 2005 წ | 2025 წელი |
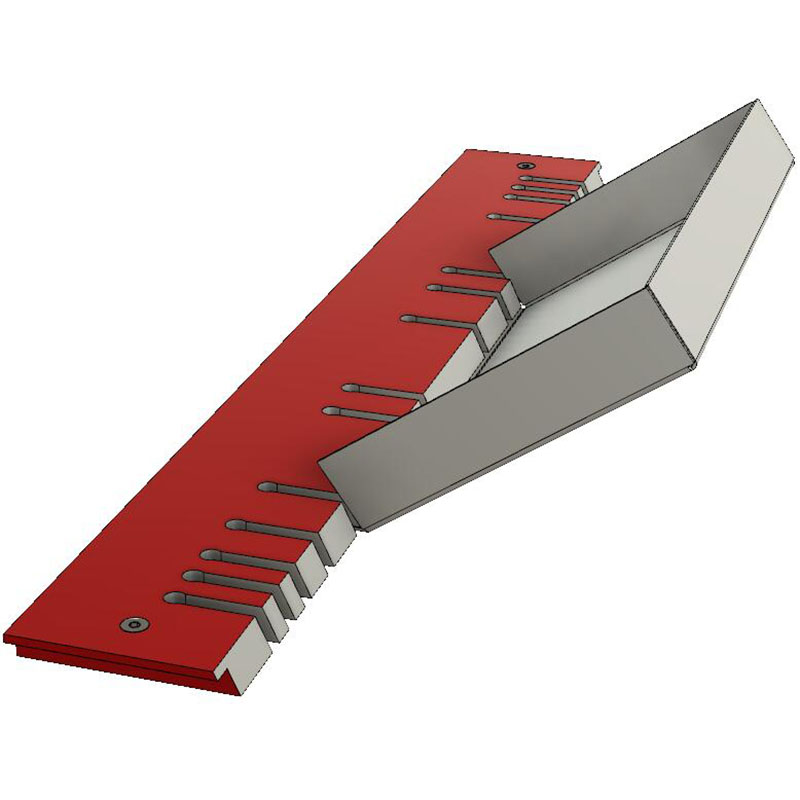
უჯრების ფორმირება ჭრილიანი სამაგრის გამოყენებით
ჩაჭრილი სამაგრი, როდესაც მიწოდებულია, იდეალურია ზედაპირული უჯრებისა და ტაფების სწრაფად და ზუსტად დასამზადებლად.
ჩაჭრილი სამაგრის უპირატესობები უჯრების დასამზადებლად მოკლე სამაგრების კომპლექტთან შედარებით არის ის, რომ მოსახვევი კიდე ავტომატურად სწორდება დანარჩენ მანქანასთან და სამაგრი ავტომატურად აწევს სამუშაო ნაწილის ჩასმას ან ამოღებას.თუმცა, მოკლე დამჭერები შეიძლება გამოყენებულ იქნას შეუზღუდავი სიღრმის უჯრების შესაქმნელად და, რა თქმა უნდა, უკეთესია რთული ფორმების შესაქმნელად.
გამოყენებისას, სლოტები ექვივალენტურია ჩვეულებრივი ყუთისა და ტაფის დასაკეცი აპარატის თითებს შორის დარჩენილი ხარვეზებისა.სლოტების სიგანე ისეთია, რომ ნებისმიერი ორი სლოტი მოერგება უჯრებს 10 მმ ზომის დიაპაზონში, ხოლო სლოტების რაოდენობა და მდებარეობა ისეთია, რომ ყველა ზომის უჯრისთვის ყოველთვის შეიძლება მოიძებნოს ორი სლოტი, რომელიც მოერგება მას. .
არაღრმა უჯრის დასაკეცი:
დაკეცეთ პირველი ორი მოპირდაპირე მხარე და კუთხის ჩანართები ჩაჭრილი სამაგრის გამოყენებით, მაგრამ ჭრილობების არსებობის უგულებელყოფით.ამ სლოტებს არ ექნება რაიმე შესამჩნევი ეფექტი დასრულებულ ნაკეცებზე.
ახლა აირჩიეთ ორი სლოტი, რომელთა შორისაც უნდა დაიკეცოთ დარჩენილი ორი მხარე.ეს არის რეალურად ძალიან მარტივი და საოცრად სწრაფი.უბრალოდ გაანაწილეთ ნაწილობრივ დამზადებული უჯრის მარცხენა მხარე მარცხენა ჭრილთან და ნახეთ, არის თუ არა ჭრილი მარჯვენა მხარისთვის, რომ ჩასვათ;თუ არა, გაასრიალეთ უჯრა გასწვრივ მანამ, სანამ მარცხენა მხარე არ იქნება შემდეგ ჭრილში და სცადეთ ხელახლა.როგორც წესი, დაახლოებით 4 ასეთი მცდელობა სჭირდება ორი შესაფერისი სლოტის მოსაძებნად.
ბოლოს, უჯრის კიდეზე სამაგრის ქვეშ და ორ არჩეულ ჭრილს შორის გადაკეცეთ დარჩენილი მხარეები.ადრე ჩამოყალიბებული მხარეები გადადის შერჩეულ სლოტებში, როდესაც საბოლოო ნაკეცები დასრულდება.
უჯრის სიგრძით, რომელიც თითქმის სამაგრის ტოლია, შესაძლოა საჭირო გახდეს სამაგრის ერთი ბოლო ჭრილის ნაცვლად გამოყენება.
Boxes-Slotted Clampbar Using Slotted Clampbar
გამოქვეყნების დრო: ივნ-03-2023